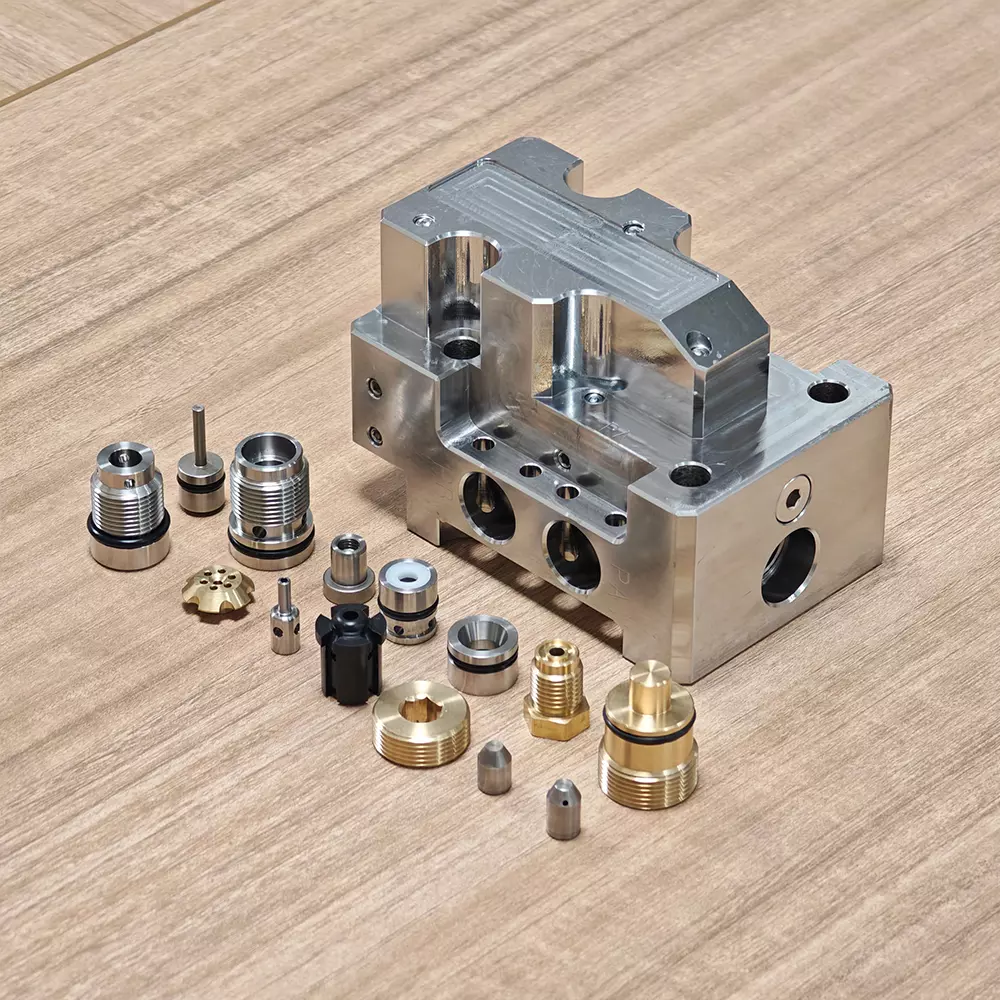
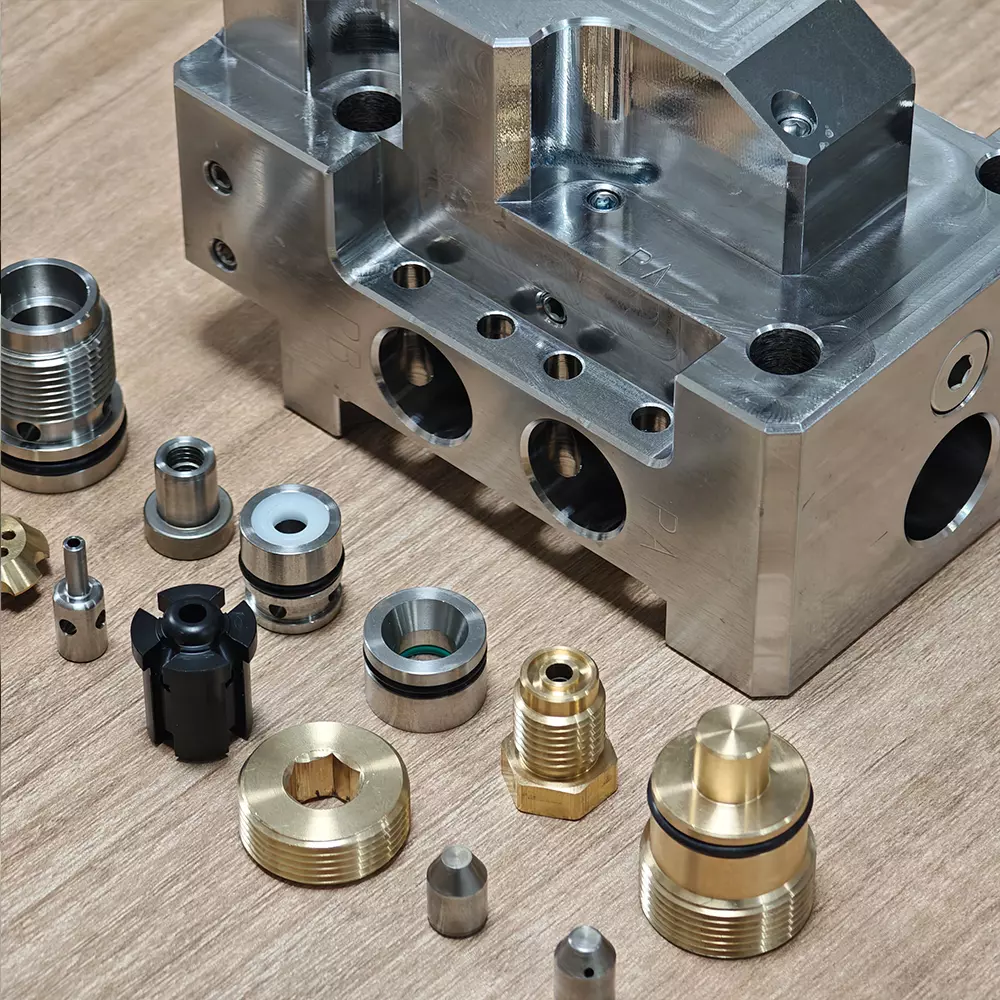

Blocos coletores de válvula hidráulica de alta pressão para usinagem CNC de precisão personalizada para mineração
Produtos
Últimasnotícias
A qualidade decorre de um trabalho artesanal rigoroso
A válvula de controle hidráulico, como “coração” do sistema hidráulico, seu desempenho determina diretamente a precisão operacional e a estabilidade de máquinas de construção, equipamentos de automação industrial e outros dispositivos. Contando com a vantagem global do cluster de fabricação mecânica de precisão em Dongguan e seguindo os principais padrões internacionais de fabricação, estabelecemos um processo completo e alto-sistema de produção de precisão, desde a seleção da matéria-prima até a entrega do produto, garantindo que cada válvula de controle hidráulico possa operar de forma estável e confiável sob condições extremas.
Aquisição de matéria-prima e pré-tratamento: Construindo uma base sólida para a qualidade
1. Critérios rigorosos de seleção de materiais Combinamos com precisão as matérias-primas com basenos cenários de aplicação e requisitos de desempenho da válvula de controle hidráulico: Selecione aço inoxidável 430F ou materiais de ferro dúctil para garantir que o corpo da válvula tenha alta resistência e alta densidade, capaz de suportar pressões acima de 700 bar.
Núcleo da válvula e luva da válvula: Use aço inoxidável, liga de aço, etc.-resistente e corrosão-materiais resistentes para garantir que onúcleo da válvula possa se mover de forma flexível dentro do orifício do corpo da válvula por um longo tempo, com a folga estritamente controlada dentro de 0,005 - 0,035 mm. Componentes de vedação: Use importados de alta qualidade-borracha de alto desempenho e materiais compósitos, capazes de se adaptar a faixas extremas de temperatura de -50°C a +100 ℃, garantindo zero-desempenho de vedação de vazamento.
2. Bom pré-tratamento Avaliação de fornecedores e inspeção de armazenamento: Estabeleça um sistema global de avaliação de fornecedores e coopere apenas com altos-fornecedores de qualidade que atendem à certificação ISO9001. Após a chegada de cada lote de matéria-prima, vários meios, como análise de espectroscopia, testes de dureza e inspeção metalográfica, são usados para garantir que a composição e o desempenho do material atendam aos padrões internacionais.
3. Tratamento de envelhecimento e detecção de falhas: Para peças brutas de ferro fundido e aço, o tratamento de envelhecimento é realizado antes do processamento para eliminar tensões internas e evitar deformações subsequentesno processamento. Ao mesmo tempo, tecnologias de detecção de falhas ultrassônicas e de detecção de falhas por partículas magnéticas são usadas para detectar com precisão defeitos internosno material e evitar que matérias-primas de qualidade inferior fluam para a linha de produção.

Tecnologia de processamento precisa: Micrômetro-controle de precisão denível
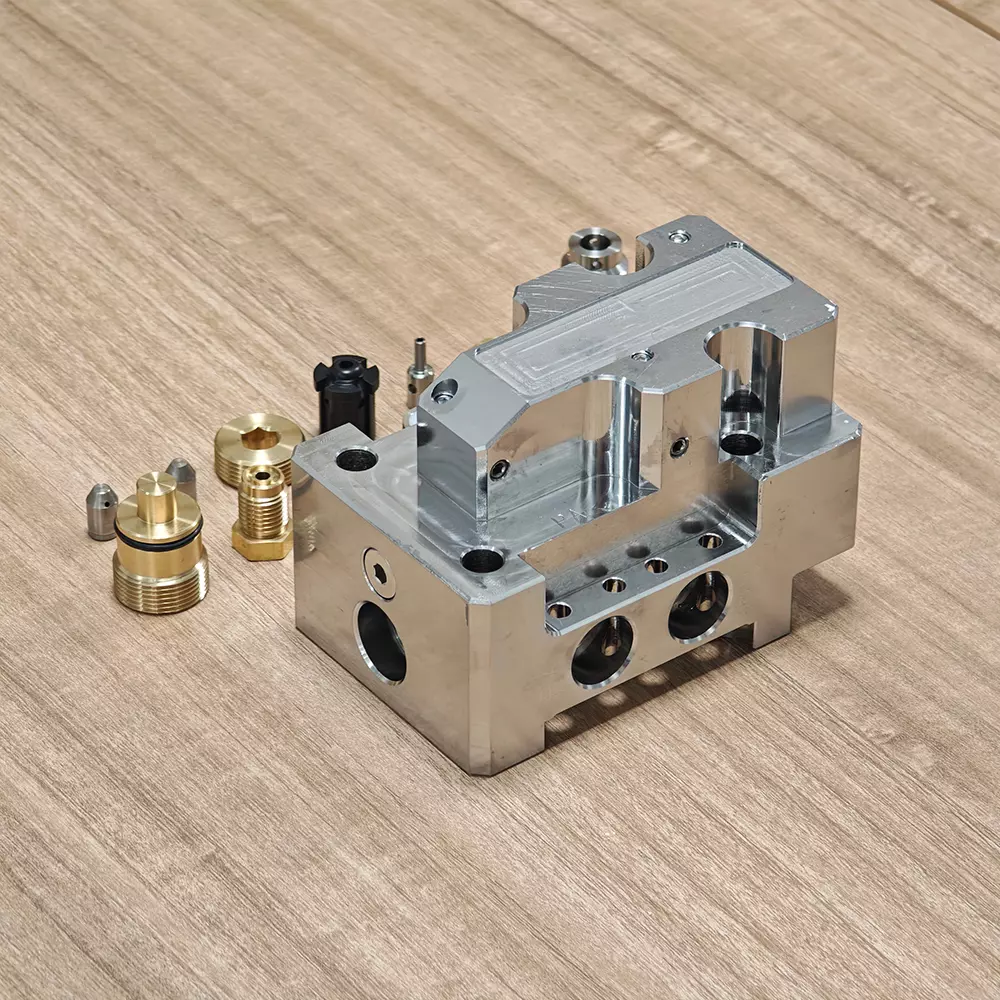
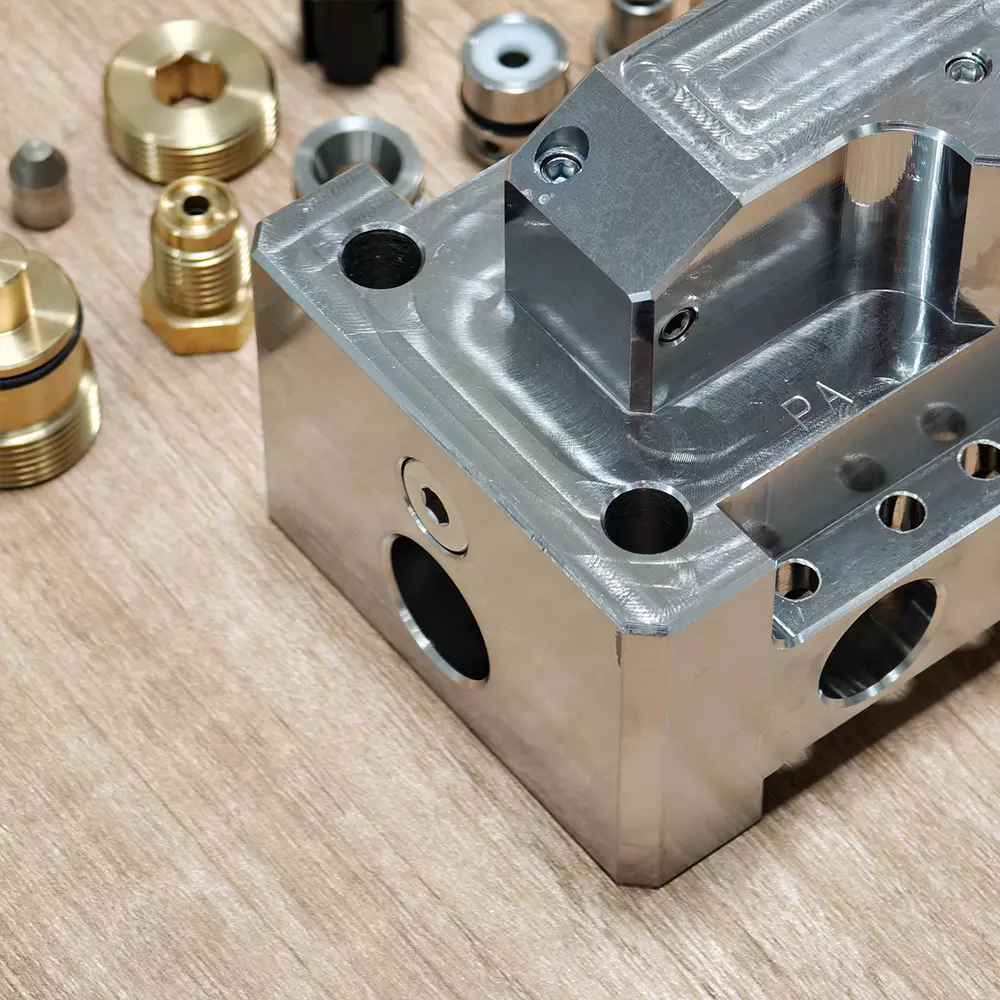
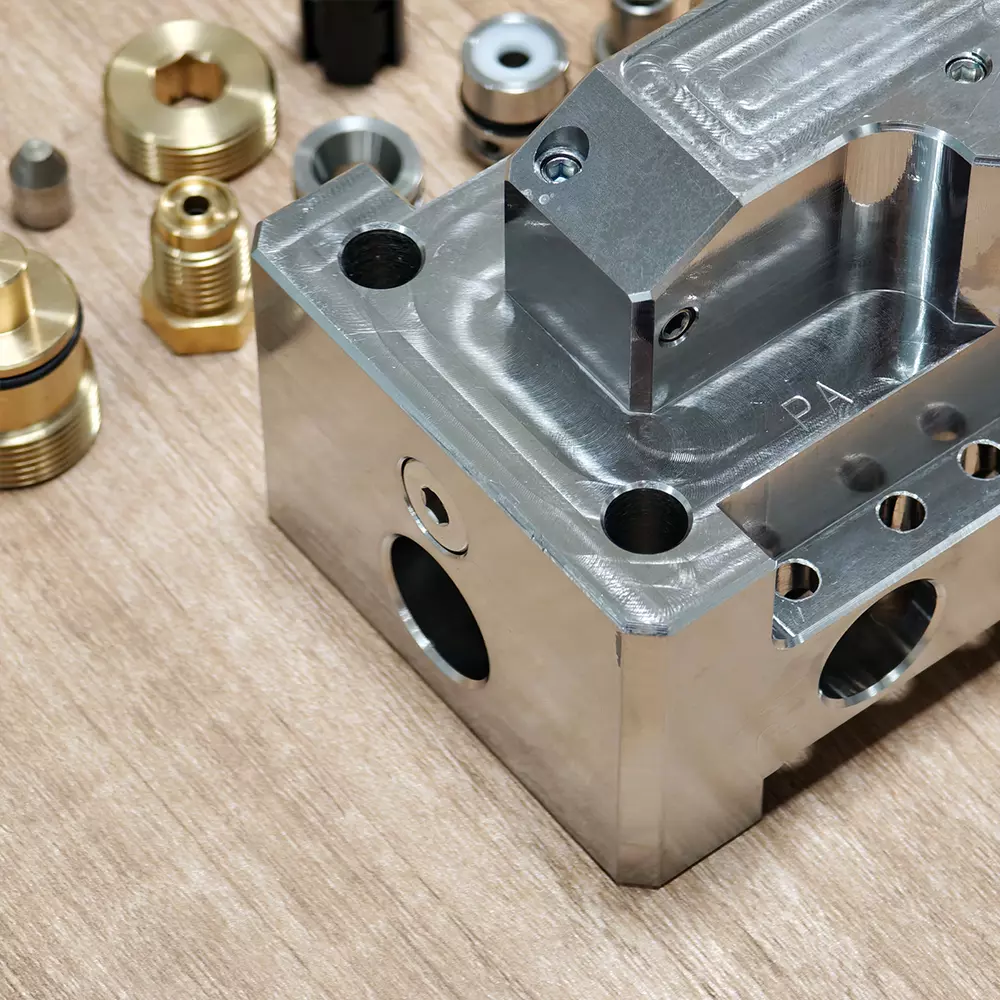
1. Processamento do corpo da válvula: Alta rigidez e garantia de desempenho de vedação.-corpo de válvula de válvula direcional hidráulica como exemplo, usamos um centro de usinagem horizontal para processamento totalmente automatizado, e o fluxo do processo é o seguinte:
-Fresamento de desbaste e mandrilamento de precisão: Fresar aproximadamente os vários planos do corpo da válvula, deixando uma margem de 0,2 - tolerância de usinagem de 0,4 mm; em seguida, faça um furo finono furo principal para garantir que a tolerância do diâmetro do furo seja controlada dentro donível IT7 e a rugosidade da superfície Ra ≤ 0,8μm.
-Processamento de groove: use um cinco-centro de usinagem de eixo para completar a perfuração e fresagem dos complexos canais de fluxo dentro do corpo da válvula, controlando rigorosamente a posição e o erro de coaxialidade dos furos para ≤ 0,01 mm, reduzindo assim a perda de resistência ao fluxo de fluido.
-Desbaste e polimento: Realize o tratamento de desbasteno furo principal para obter uma rugosidade superficial de Ra ≤ 0,2μm, garantindo a precisão do acoplamento donúcleo da válvula e do corpo da válvula e reduzindo o risco de vazamento interno.
2. Processamento donúcleo da válvula e da luva da válvula: Alto-peças de acoplamento de precisão fabricam onúcleo da válvula e a luva da válvula como os principais componentes funcionais da válvula de controle hidráulico. A precisão do processamento afeta diretamente a velocidade de resposta e a precisão do controle da válvula:
-Torneamento de precisão: Use um torno CNC para executar vários-processo de ativação donúcleo da válvula, com a tolerância do diâmetro externo controlada dentro de 0,002 mm e o erro cilíndrico ≤ 0,001 mm.
-Moagem e polimento: Alcance alto-retificação de precisão da superfície donúcleo da válvula por meio de uma retificadora cilíndrica externa, com rugosidade superficial Ra ≤ 0,1μm; as principais superfícies de acoplamento adotam tecnologia de polimento manual para melhorar ainda mais a suavidade da superfície e a precisão do acoplamento.
-Processamento da luva da válvula: O orifício interno da luva da válvula é processado usando técnicas de perfuração e brunimento profundos para garantir uma folga de acoplamento uniforme e estável entre o orifício interno e onúcleo da válvula, com a tolerância de folga controlada dentro de 0,005 mm.
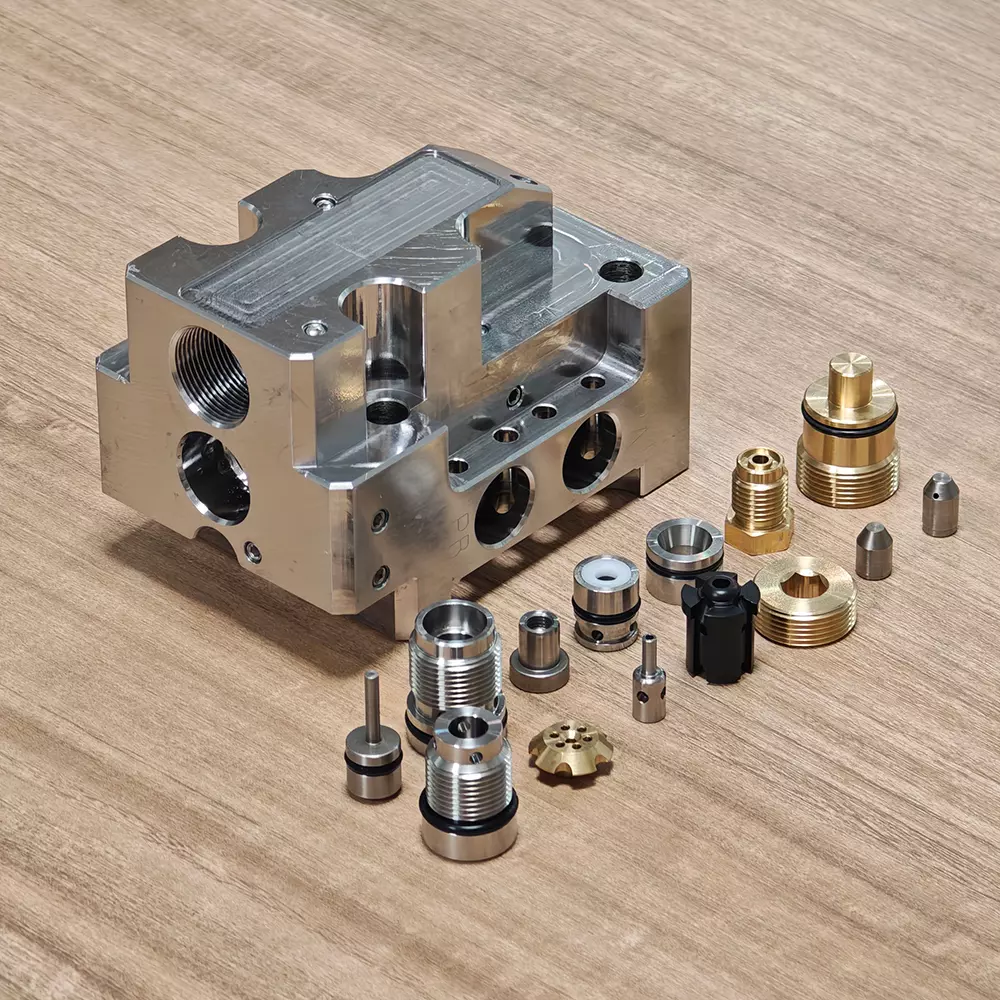
3. Processamento de bloco de válvula:núcleo de integração modular
Para grupos modulares de válvulas de controle hidráulico, adotamos técnicas padronizadas de processamento de blocos de válvulas:
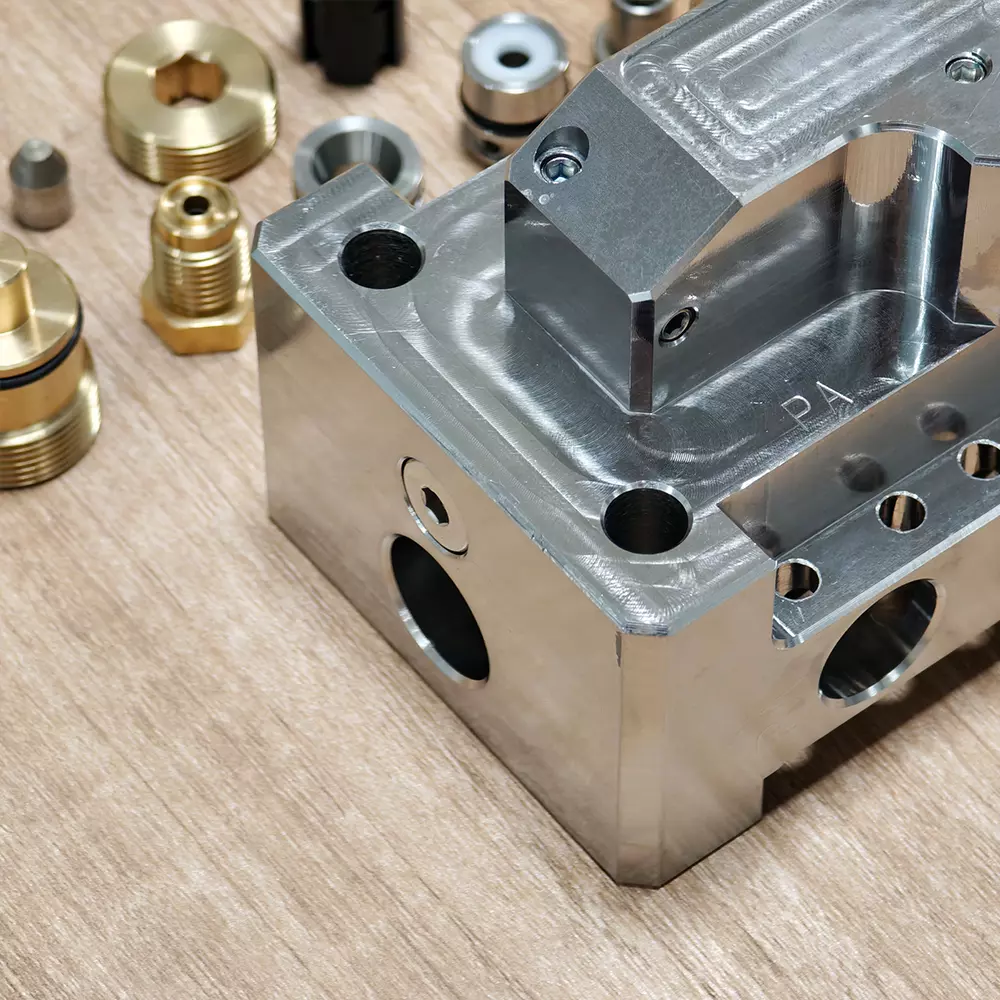
-Seis-retificação fina lateral: Através de uma retificadora CNC, realize retificação finanas seis superfícies do bloco de válvulas para garantir o paralelismo das superfícies adjacentes ≤ 0,03 mm e a perpendicularidade das superfícies adjacentes ≤ 0,05 mm.
-Processamento de ranhura: Use um centro de perfuração e rosqueamento CNC para concluir o processamento de furos roscados, plugue-nos orifícios das válvulas, etc.no bloco de válvulas. A precisão da rosca atinge o grau 6H e o erro de posição dos furos é ≤ 0,02 mm.
-Rebarbação e limpeza: Use uma combinação de alta-jato de água sob pressão e limpeza ultrassônica para remover completamente rebarbas e impurezas dos canais de fluxo dentro do bloco de válvulas, garantindo a limpeza do sistema hidráulico para atender ao padrão NAS 8.


Tratamento e proteção de superfície: prolongando a vida útil do produto
Para aumentar a resistência à corrosão e ao desgaste da válvula de controle hidráulico, empregamos vários processos de tratamento de superfície:
-Corpo da válvula: São realizados tratamento de fosfatização e pulverização eletrostática, com espessura de revestimento superficial atingindo ≥ 60 μm. Isso pode resistir ao ácido-ambientes de base e radiação ultravioleta.
-Núcleo da válvula e luva da válvula: É aplicado galvanoplastia com cromo duro ou tratamento denitretação, com dureza superficial atingindo HV800 ou superior, aumentando a resistência ao desgaste em 3 - 5 vezes.
-Bloco de válvula: Os canais de fluxo internos passam por lavagem ácida e tratamento de fosfatização, enquanto a superfície externa é tratada com galvanização ouniquelagem para prevenir eficazmente a ferrugem e a corrosão.
Montagem e Teste: Dupla Garantia de Desempenho e Confiabilidade
1. Montagem de Oficina Limpa: A montagem é realizada em sala limpa comnível de limpeza de 10.000. Técnicos profissionais usam ferramentas especiais para montar a válvula de controle hidráulico:
-Limpeza de componentes: Todos os componentes da montagem são limpos três vezes em uma máquina de limpeza ultrassônica para garantir quenão haja impurezasna superfície.
-Montagem precisa: A montagem é realizada de acordo com anorma internacional ISO 4401. A folga correspondente entre onúcleo da válvula e o corpo da válvula é de 100% inspecionado usando um medidor de plugue para garantir que a precisão da montagem atenda aos requisitos do projeto.
-Detecção de vedação: A superfície de vedação do corpo da válvula é testada usando um detector de vazamento por espectrometria de massa de hélio, com a taxa de vazamento controlada abaixo de 1×10^-7 anos·eu³/S.
2. Teste de desempenho completo: Após a montagem de cada válvula de controle hidráulico, ela passa por rigorosos testes de desempenho:
-Teste de pressão: Abaixo de 1,5 vezes a pressãonominal, um teste de retenção de pressão é realizado por 30 minutos sem vazamento ou deformação.


Produtos relacionados
Blog relacionado

Teste de campo de válvulas de controle hidráulicona mina TTK em Zonggudak, Turquia
Bem -vindo ao Sr.nurullah da Turquia para visitarnossa fábrica